A teach pendant is a handheld device that is used to control and program industrial robots. It is an essential tool for robot operators, allowing them to interact with the robot and perform tasks such as jogging the robot, teaching positions, and creating and editing programs. Some important features of a teach pendant include:
Emergency stop: The emergency stop button is a critical safety feature that allows the operator to immediately stop the robot in case of an emergency. It is usually a large, red button located in an easily accessible place on the teach pendant.
Display: The display on the teach pendant provides the operator with important information about the robot, such as its current position, status, and program. It may also display error messages and other information to help the operator troubleshoot problems.
Keyboard/buttons: The teach pendant typically has a keyboard or buttons that allow the operator to enter commands, navigate menus, and interact with the robot. These buttons may be labeled with text or icons to indicate their function.
External axis
External axes
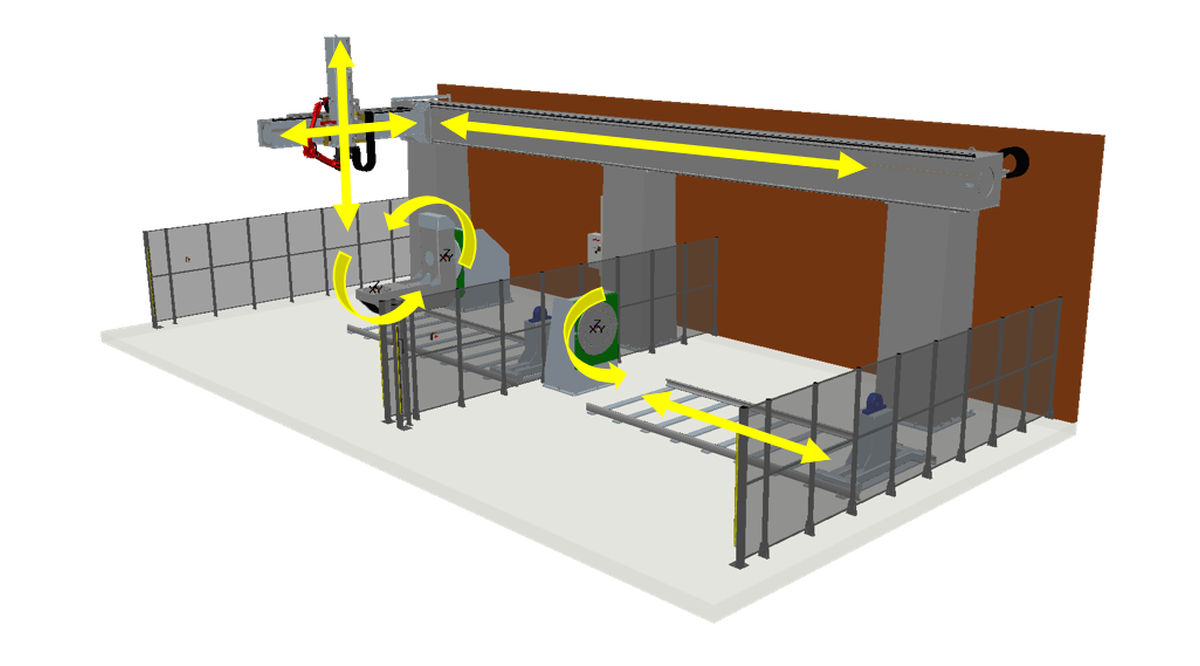
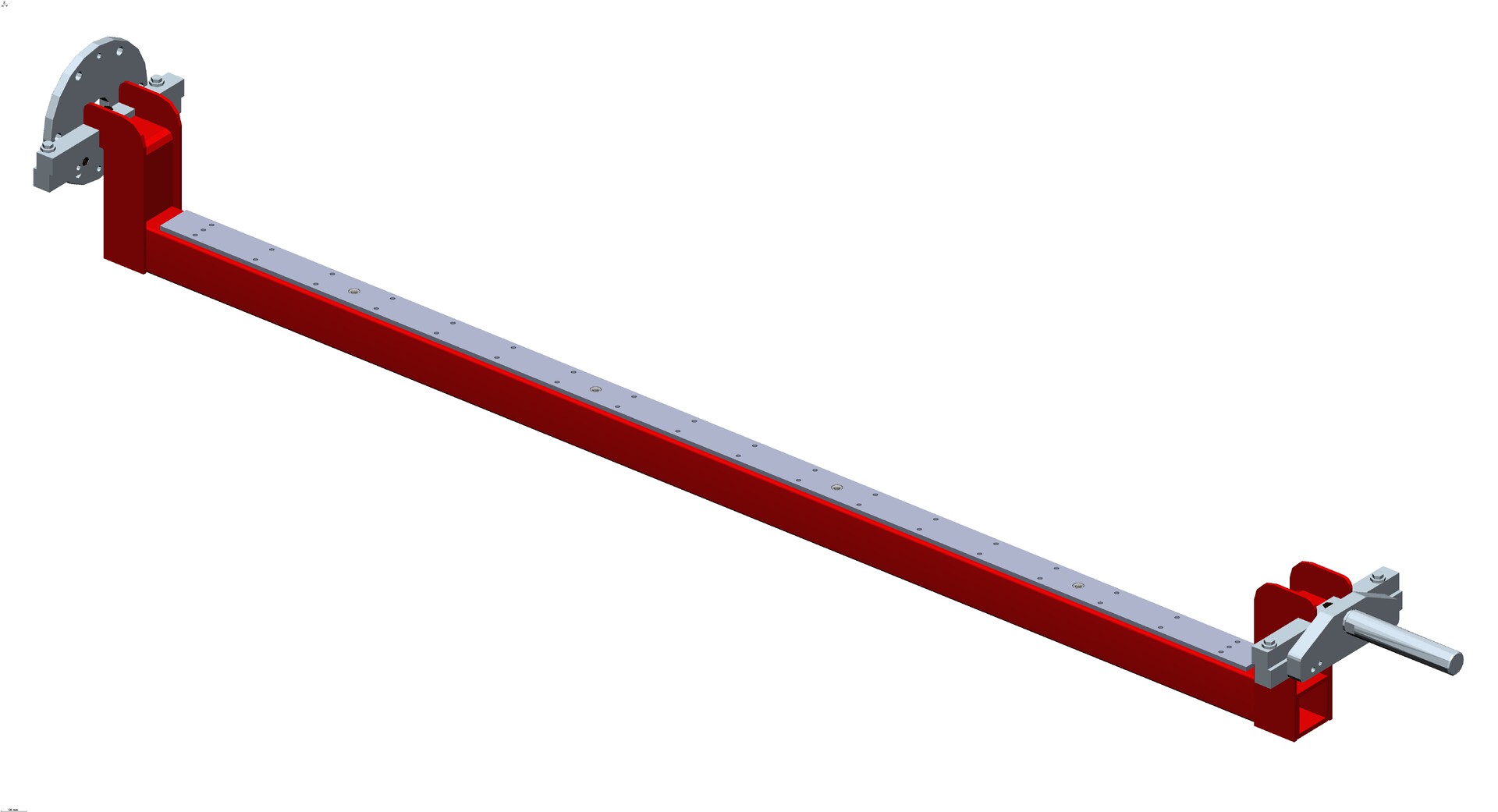
External axes are additional axes that can be added to a robotic system to increase its flexibility and range of motion. These axes can be either linear or rotational, and they are often used to move the robot or the workpiece to different positions or orientations.
Linear axes allow the robot or workpiece to move along a straight line. This can be useful for applications where the robot needs to reach different points along a linear path, such as welding a long seam or moving between different workstations. Linear axes can also be used to extend the reach of the robot, allowing it to access areas that would otherwise be out of reach.
Rotational axes, on the other hand, allow the robot or workpiece to rotate around a fixed point. This can be useful for applications where the robot needs to access different sides of a workpiece, such as welding a cylindrical object or painting a car body. Rotational axes can also be used to orient the robot or workpiece in a specific direction, allowing for more precise positioning and motion control.
External axes are often chosen for robotic systems because they provide additional flexibility and range of motion, allowing the robot to perform more complex tasks and movements. They can also help to improve the efficiency of the system by reducing the need for manual repositioning of the robot or workpiece.
External axes and harmonized movements
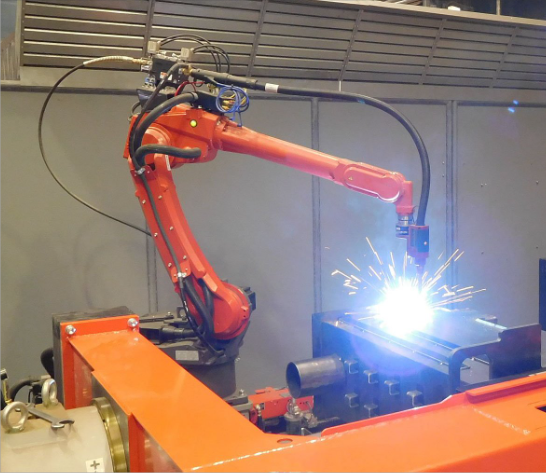
Harmonized movement of the robot with the external axes is important to improve the welding quality because it allows the welding process to happen in the preferred welding position without starts and stops. This results in a smoother and more consistent weld, which can improve the quality of the finished product. Additionally, harmonized movement can shorten the cycle time and improve the output of the robot system, as the robot can move more efficiently and complete its tasks more quickly.
Positioners
Positioners
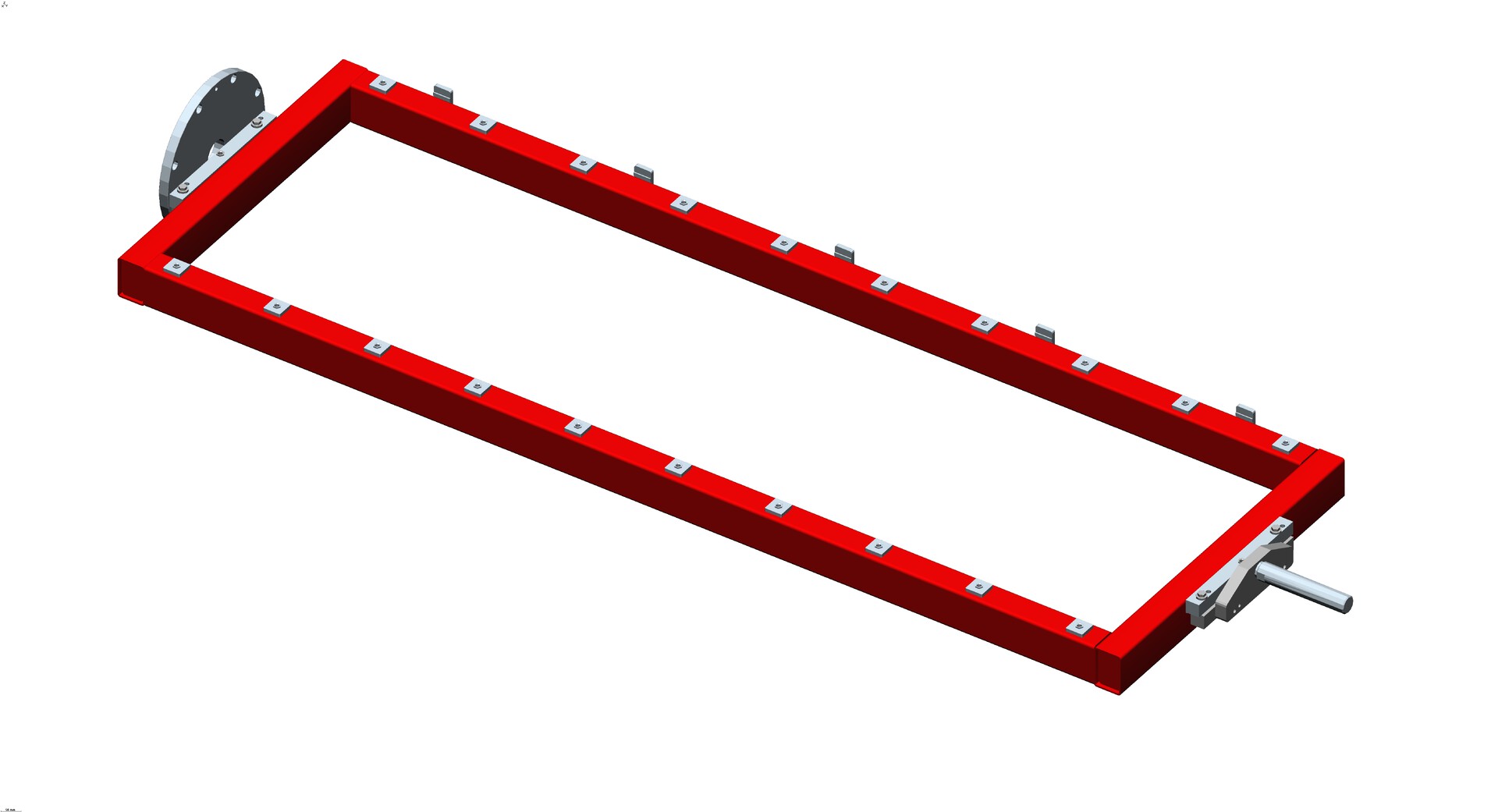
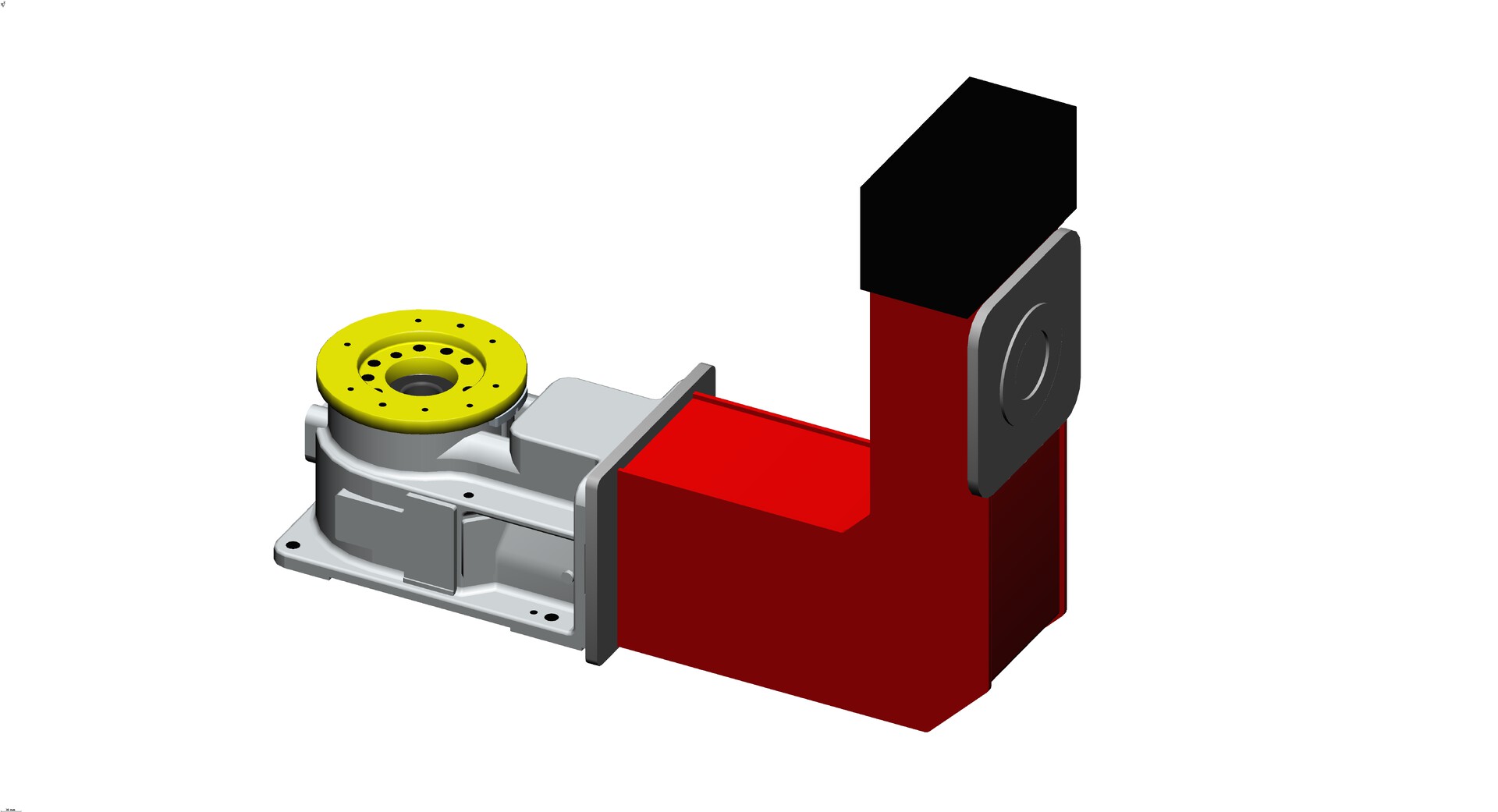
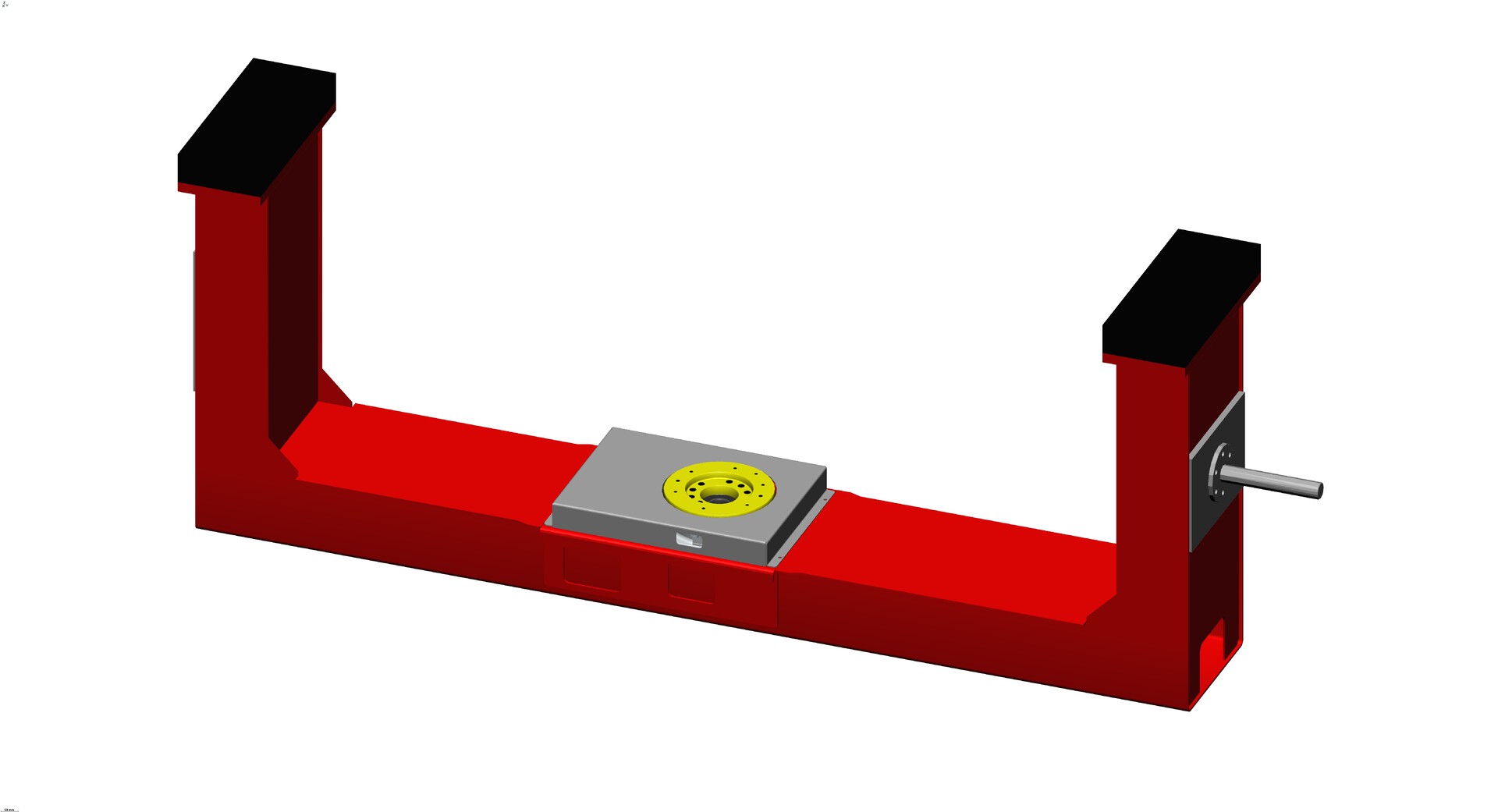
Positioners are important components of a welding robot system because they allow for the correct positioning and holding of welding jigs or workpieces during the welding process. This ensures that the workpiece is in the optimal position for welding, which can improve the quality and consistency of the weld. Positioners also make it easy to load and unload workpieces, and provide good accessibility to the workpiece, allowing the robot to reach all necessary areas for welding. Additionally, positioners can transfer power to the workpiece, and are often servo-controlled for precise positioning. They are also shielded for HF welding current to prevent interference with the welding process.
Wire feeding
Wire feeding
Perfect wire feeding during arc welding is important for several reasons. It is essential for achieving high welding quality, minimizing downtime, and reducing the total cost of ownership. With perfect wire feeding, the welding wire is fed to the weld pool at a consistent rate, ensuring a stable arc and consistent weld bead. This results in a smoother and more consistent weld, which can improve the quality of the finished product. Additionally, perfect wire feeding can help to reduce downtime by minimizing the need for rework and reducing the risk of wire-related issues such as bird-nesting or burnback. This can help to improve the overall efficiency of the welding process, reducing the total cost of ownership. In summary, perfect wire feeding is essential for achieving high welding quality, minimizing downtime, and reducing the total cost of ownership
Sensors on robot
Sensors on an arc welding robot
Sensors on an arc welding robot are important for several reasons. They can detect deviations in the preparation of individual components, deformation due to heat input during welding, and poor positioning due to incorrect use of the welding jig. These sensors can help the robot to automatically adjust the weld parameters to changes in the joint geometry, improving the quality of the weld. For example, if the sensor detects that the workpiece has deformed due to heat input during welding, it can adjust the robot’s position and welding parameters to compensate for the deformation. This can help to ensure that the weld is consistent and of high quality, even in the presence of deviations or deformations.
Sensors on arc welding robots are different from standard sensors because they must be able to withstand the harsh conditions of the welding environment. These conditions can include warming up the workpiece, light and heat radiation from the arc, welding fume, sparks, metal splashes in the weld and on the sensor, the own magnetic field of the welding current, and high-frequency ignition effects (e.g. for Tig welding). Sensors used in arc welding robots must be designed to be durable, reliable, and resistant to these conditions in order to function effectively.
There are three main families of sensors used for arc welding with robots: Touch sensing, Through-the-arc seam tracking (TAST), and Laser vision tracking.
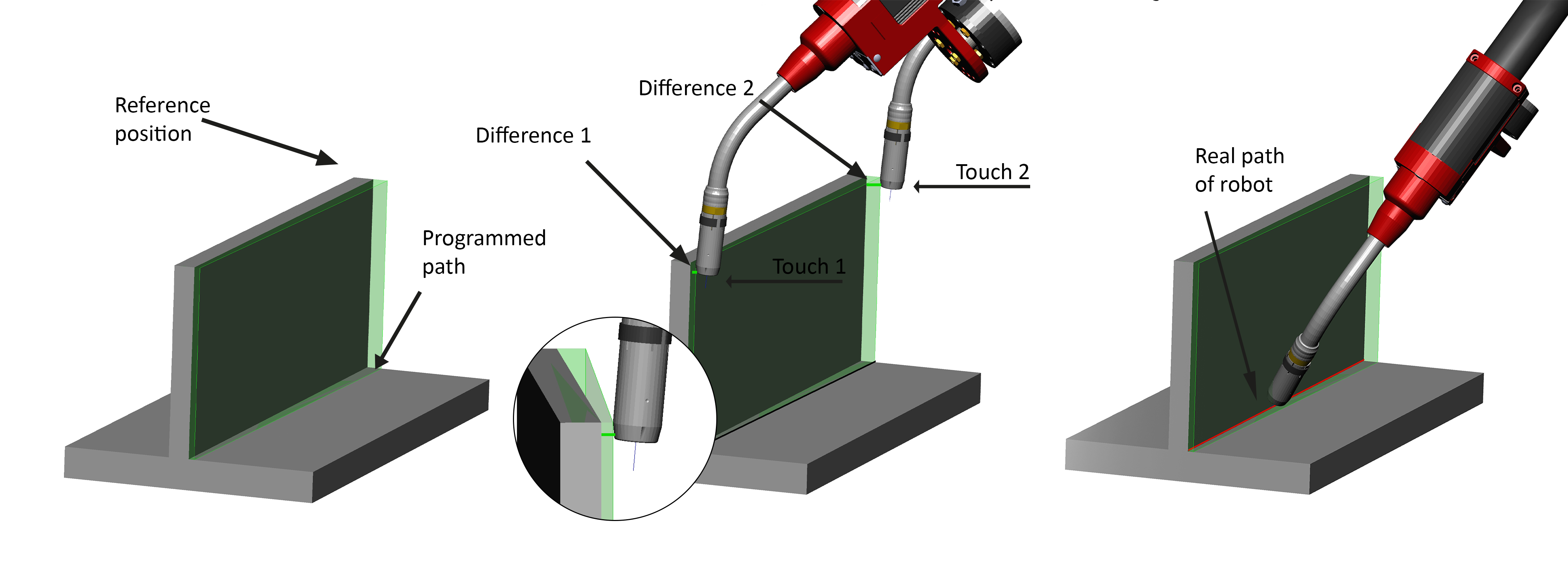
Touch sensing is used before welding to perform a number of searching movements. The robot calculates the shift and/or rotation in regards to the original reference point within the program. This allows the robot to sense whether the product is in the right place and positioned correctly.
Through-the-arc seam tracking (TAST) is used during welding to track the joint by detecting changes in welding current or voltage. The basic principle is to use the changes in welding parameters caused by changes in the distance between the welding gun and the workpiece to detect the height and left-right deviation of the welding gun. When the welding gun deviates from the workpiece, the welding parameters also change due to the change in arc length. The arc tracking system detects the change in welding parameters, feeds back the deviation information to the control system and adjusts the position of the welding gun.
Laser vision tracking is used both before and during welding to create a 3D model of the actual welding positions. Based on the model, the robot can prepare a strategy for the sequence of welded positions, find the beginning and end of each weld, and follow the actual trajectory of welding. This allows the robot to compensate for thermal deformations and ensure the quality of welds.
TAST
Through the arc seam tracking (TAST)
Seam tracking through the arc with robots is not possible on aluminum because of its very low electrical resistance compared to steel and stainless steel. The variations in arc length do not affect the welding current enough to be detected by the robot. This means that the changes in welding parameters caused by changes in the distance between the welding gun and the workpiece are not significant enough for the robot to accurately track the joint. Instead, other methods such as laser vision tracking can be used to track the joint when welding aluminum.
Laser tracking
Laser tracking
For laser tracking, there are two types of scanners: the laser line scanner and the rotating laser scanner. The laser line scanner uses a laser beam to project a line onto the workpiece, while the rotating laser scanner uses a rotating laser beam to create a 3D image of the workpiece. It is important to have perfect integration of the device in the robot controller to ensure accurate tracking and compensation for any deviations in the workpiece.
The laser safety class is also an important consideration when using laser tracking. Line scanners are classified as 3B, which means that they require extra safety measures around the robot. Rotating scanners, on the other hand, are classified as 3R, which means that they have a laser power of less than 5 milliwatts and are much safer to use.
Line scanners for seam tracking of welding robots are more sensitive to problems with reflections of the laser beam compared to rotating laser scanners because of the way they operate. Line scanners use a laser line to scan the surface of the workpiece and detect the joint geometry. This is why these scanners needs more laser power. However, if the laser beam is reflected off the surface of the workpiece, it can interfere with the scanner's ability to accurately detect the joint. Rotating laser scanners, on the other hand, use a rotating laser beam in combination with a special optic for the camera to scan the surface of the workpiece while the camera only looks to the laser spot and not to the reflections. This unique feature makes them less sensitive to reflections because the reflections are guide away from the eye of the camera. This reduces the likelihood of interference from reflections and improves the accuracy of the seam tracking.
Communications
Communication with other devices
Robots can communicate with other devices using a variety of methods, including input/output signals, both digital and analogue, and different bus systems such as Profibus, DeviceNet, Profinet, and the OPC-UA protocol.
Digital and analogue signals: Robots can use digital and analogue signals to communicate with other devices. Digital signals are binary, meaning they have only two states: on or off. Analogue signals, on the other hand, can have a range of values and are often used to represent physical quantities such as temperature or pressure.
Profibus: Profibus is a standard for fieldbus communication in automation technology. It is used to connect devices such as sensors, actuators, and controllers in industrial environments.
DeviceNet: DeviceNet is a network protocol used in industrial automation. It is based on the Controller Area Network (CAN) and is used to connect industrial devices such as sensors, actuators, and controllers.
Profinet: Profinet is an industrial Ethernet standard for automation. It is used to connect devices such as sensors, actuators, and controllers in industrial environments and supports real-time communication.
OPC-UA: OPC-UA (OPC Unified Architecture) is a machine-to-machine communication protocol for industrial automation. It is used to facilitate the exchange of data between devices from different manufacturers and is designed to be platform-independent.
Each of these methods has its own advantages and disadvantages, and the choice of which method to use depends on the specific requirements of the application.
Collision detection
Collision detection systems
Collision detection systems are an essential part of arc welding robots. These systems help prevent damage to the robot, workpiece, and other equipment in the event of a collision. There are several solutions for collision detection with arc welding robots, including virtual detection with offline programming, real-time detection in production like detection on overload of the robotic axes, the welding torch and the cable assembly.
Virtual detection with offline programming involves simulating the robot’s movements and interactions with its environment in a virtual environment. This allows potential collisions to be detected and avoided before the robot is put into operation.
Real-time detection in production involves using sensors and other technologies to detect collisions as the robot is operating. This allows the robot to take evasive action or stop its movements the moment of a collision.
Detection on overload of the robotic axes, the welding torch, the cable assembly, mechanical system, and pneumatic system involves monitoring the forces and torques on these components. If the forces or torques exceed a certain threshold, indicating a collision, the robot can take evasive action or stop its movements to prevent damage.
3D collision detection systems like the Valk Welding VWPR pneumatical shock sensore are more accurate than mechanical systems. On top there are no residual forces in the situation of a collision compared with mechanical system to reduce the damage to the minimum.
Knowledge
What to be known?
IWE/IWS/IWT
What is a teach pendant?
What is the critical safety feature on the teach pendant?
Why should we add external axes to a robot system related to welding technology?
What are the advantages of a pneumatic shock sensor compared with a mechanical shock sensor with springs?
IWE/IWT only
What are harmonized movements and why should we consider them on an arc welding robot system?
Which 2 features makes an arc welding positioner different from a normal positioner?
When sensors are needed. Give 3 reasons.
With robot sensors for arc welding, 8 characteristics are important. Which ones?
What is the difference between wire sensing and TAST?
Explain the principle of TAST with a clear diagram
What is the difference between a class 3B and 3R laser sensor?
Why is a rotating laser sensor better for welding of reflecting raw materials compared to a line scanner?
We like to think along with you in finding solutions for your (welding) automation, welding wires and welding accessories. We are looking for the connection and prefer to be a partner rather than a supplier.