The programming of a welding robot can be done with:
- Online programming
- Offline programming
- ARP – Automatic Robot Programming

The programming of a welding robot can be done with:
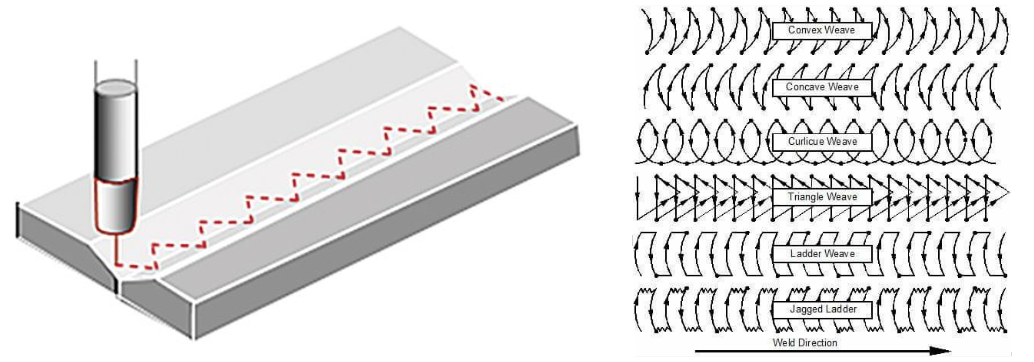
Welding robots can perform a variety of weaving patterns as a superposition on standard movements like a straight line or a circle movement. Weaving patterns are used to control the deposition of the weld material and can improve the quality of the weld. Some common weaving patterns used in welding include zigzag, crescent, and triangular patterns. These patterns can be specified by numerical parameters and can be stored in the welding condition files, which are independent of the program files. This allows for easy reuse of the weaving parameters for other programs or systems.
Online programming
Online programming of a robot refers to the process of creating and editing robot programs while the robot is not in operation. This is done using a teach pendant, a handheld device that allows the operator to interact with the robot and perform tasks such as jogging the robot, teaching positions, and creating and editing programs1
The operator can use the teach pendant to move the robot to specific positions and record these positions as part of the program. The operator can also enter commands and parameters to control the robot’s movements and actions. Once the program is created, it can be tested and fine-tuned in real-time while the robot is in operation. This allows the operator to make adjustments and optimize the program for the specific task at hand.
Online programming is commonly used for tasks that require a high degree of flexibility and adaptability, such as welding. It allows the operator to quickly create and modify programs to accommodate changes in the production process. However, it requires a skilled operator with knowledge of robot programming and the specific task being performed.
Advantages:
Disadvantages:
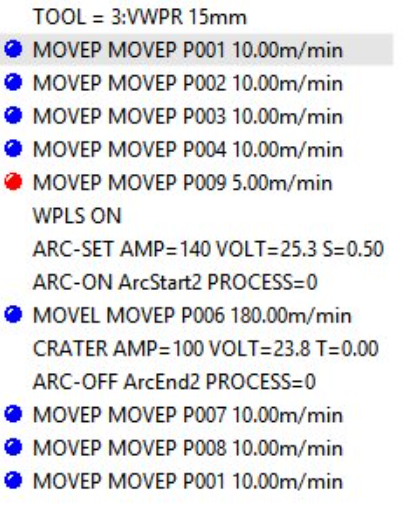
Offline programming of welding robots refers to the process of creating and editing robot programs on a computer, without the need to stop the robot in operation. This is done using specialized software, such as DTPS (Desktop Programming and Simulation System) from Panasonic
With DTPS, the user can import 3D CAD data of the workpiece and create a virtual representation of the welding cell, including the robot, fixtures, and other equipment. The user can then create and edit robot programs by specifying the welding path, parameters, and other details. The software simulates the robot’s movements and allows the user to check for potential collisions or other issues before the program is transferred to the robot for execution.
Offline programming offers several advantages over online programming. It allows the user to create and edit programs without interrupting the production process, and it can reduce the time and cost associated with robot programming. It also enables the user to create and test programs for multiple robots and production lines, and to easily make changes to the programs as needed.
Offline programming in a nutshell
Advantages:
Disadvantages:
ArcNC is a cloud-based solution for automatic programming of welding robots. It allows users to create and edit robot programs on a computer, without the need for the robot to be in operation.
One of the advantages of using a cloud-based solution like ArcNC is that it allows for easy sharing of best practices and knowledge between different users. This is because the software is constantly gathering data from its users, which can be used to improve the performance of the system and provide insights into the most effective welding techniques
In the future, it is likely that AI-based knowledge gathering and sharing will play an increasingly important role in the field of automatic programming of welding robots. This could involve the use of machine learning algorithms to analyze data from multiple users and identify patterns and trends that can be used to improve the performance of the system. This could lead to the development of more advanced and efficient welding techniques, as well as the ability to quickly adapt to new materials and processes.
For the automatic programming of welding robots with cloud-based solutions like ArcNC, it is important to use fully calibrated robot systems. This includes not only the robot itself, but also the welding torch, shock sensor, and other components. This ensures that the system is operating accurately and consistently, which can improve the quality of the welds and the overall efficiency of the system
In addition to having a fully calibrated system, the experience of the supplier or partner is also crucial for success. A supplier or partner with experience in the field can provide valuable insights and guidance, helping to ensure that the system is set up and operated correctly.
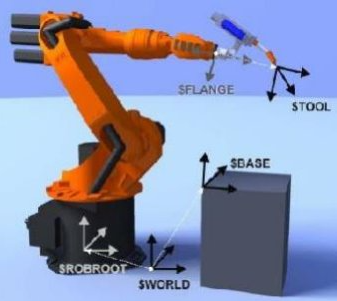
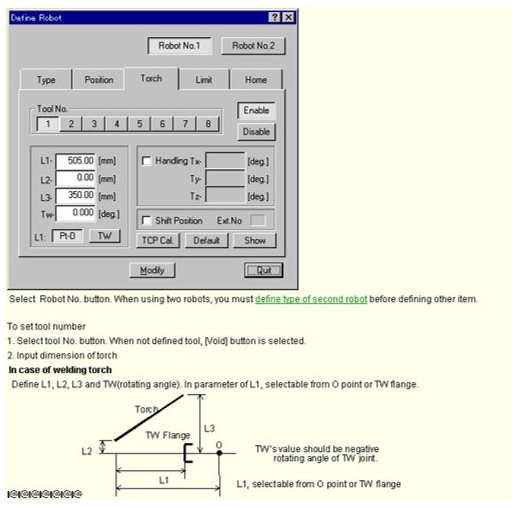
The tool center point (TCP) is a crucial parameter for a welding robot. It refers to the point on the welding torch where the welding arc is located. The TCP must be accurately defined and calibrated to ensure that the robot can accurately follow the programmed welding path and deposit the weld material in the correct location
If the TCP is not correctly defined, the robot may not be able to accurately follow the programmed welding path, which can result in poor quality welds, increased production time, and increased costs. Therefore, it is important to ensure that the TCP is accurately defined and calibrated, and that the welding torch, shock sensor, and other components of the robot system are also properly calibrated.
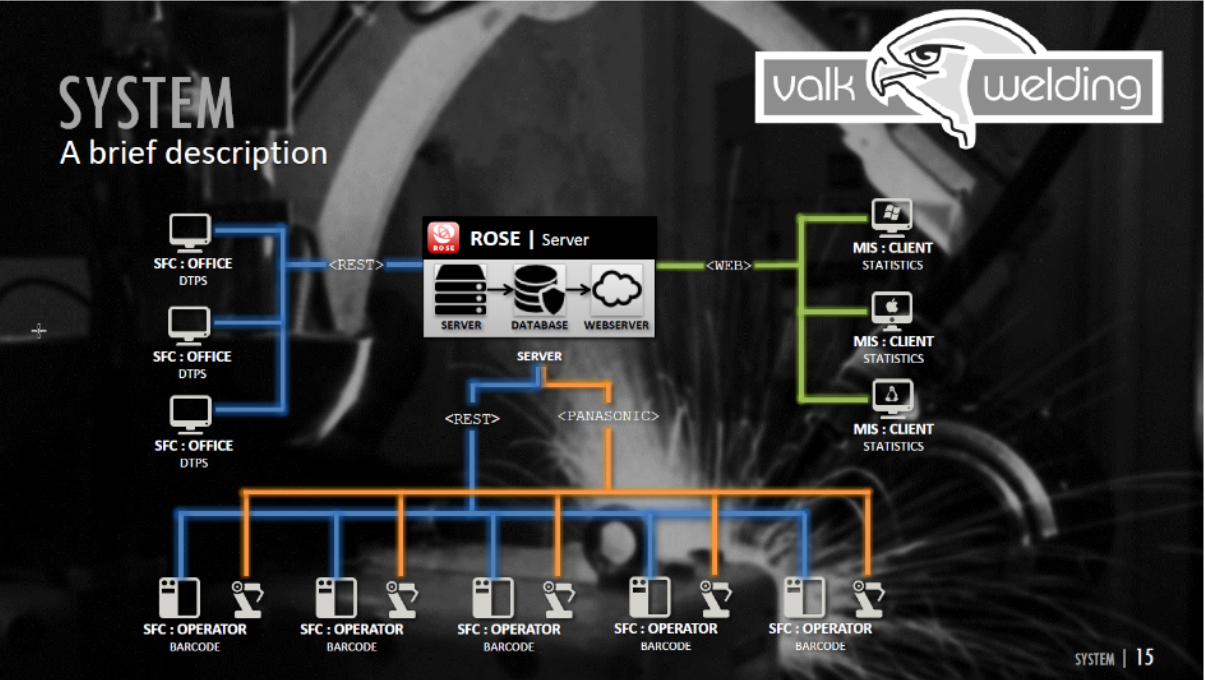
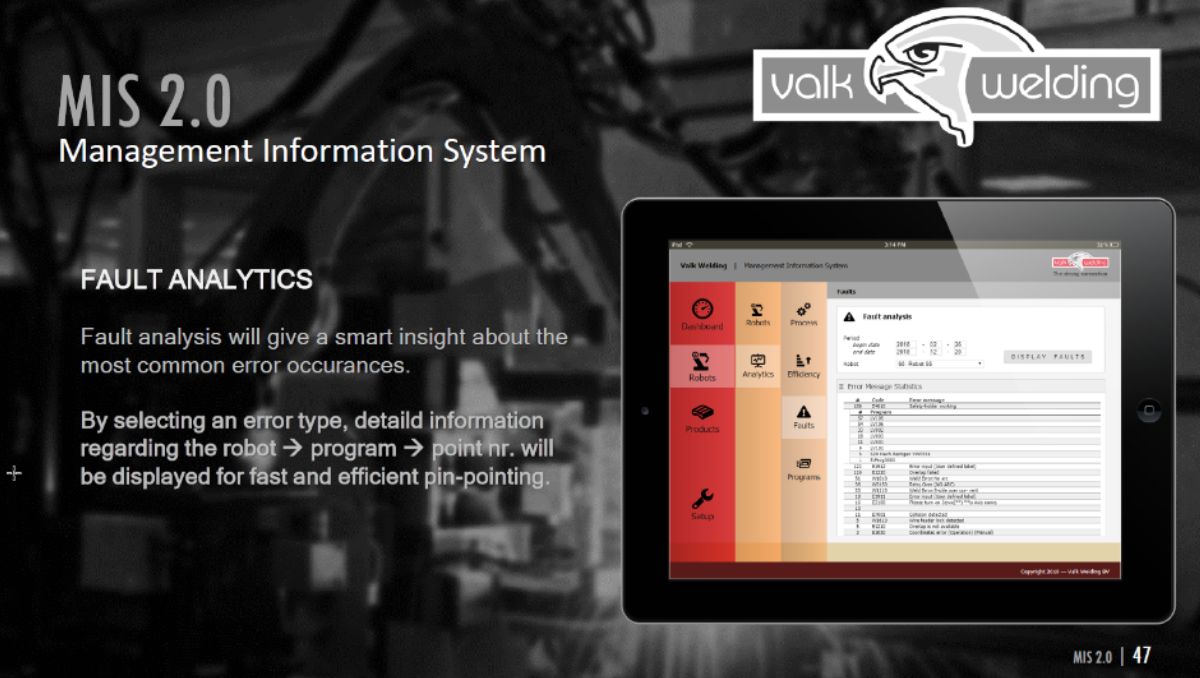
A management information system (MIS) can be used to optimize robot programs by identifying areas for improvement in the performance of your robot system. By collecting and analyzing data on the operation of the robot system, an MIS can help you identify “low-hanging fruit” - areas where small changes can result in significant improvements in performance
For example, an MIS can provide data on the efficiency of the robot system, including information on production time, post-weld cleanup, and operational costs. This data can be used to identify areas where improvements can be made, such as reducing production lead time or minimizing post-weld cleanup
In addition, an MIS can provide information on the quality of the welds produced by the robot system. By analyzing this data, you can identify areas where improvements can be made, such as reducing human errors or minimizing deformations
Overall, using a management information system to analyze data on the performance of your robot system can help you identify areas for improvement and optimize the performance of the system.

Programming on a non-calibrated robot system is not recommended and can be a waste of valuable time, resources, and money. When a robot system is not calibrated, it means that the robot’s movements and actions may not be accurate or consistent. This can result in poor quality welds, increased production time, and increased costs
A calibrated robot system means:
Measure the entire system with all calibrated components.
Making virtual world equal to the real world
ALL COMPONENTS MUST BE RE-CALIBRATABLE AT ALL TIMES!
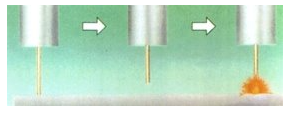
The arc start retry function is a feature of some welding robots that allows the robot to automatically retry starting the welding arc if the initial attempt is unsuccessful. For example, if the robot does not start immediately due to silicon oxide, this standard software enables it to retry up to nine times, moving a short distance in the welding direction each time. Once the arc has been struck, the robot returns very rapidly to its starting point, ensuring a complete weld. This function is extremely useful for unmanned FMS systems or robot systems under heavy production pressure. The advantage of this function is that it can significantly reduce downtime and increase productivity
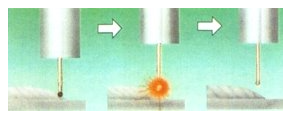
The wire stick release function is a feature welding robots that helps to prevent downtime and increase productivity. This function checks whether the welding wire has come free at the end of the weld. If the wire has stuck in the welding seam, the subroutine automatically burns it free so that the robot system can continue normally with production. This helps to minimize downtime and ensure that the robot system can operate efficiently.
The overlap functionis a feature for welding robots that helps to prevent crater holes caused by suddenly stopping of the welding process (power off, safety stop,…) . This function will bring the robot a few mm back before restarting the welding process to guarantee a perfect weld.

IWE/IWS/IWT
IWE/IWT only
We like to think along with you in finding solutions for your (welding) automation, welding wires and welding accessories. We are looking for the connection and prefer to be a partner rather than a supplier.