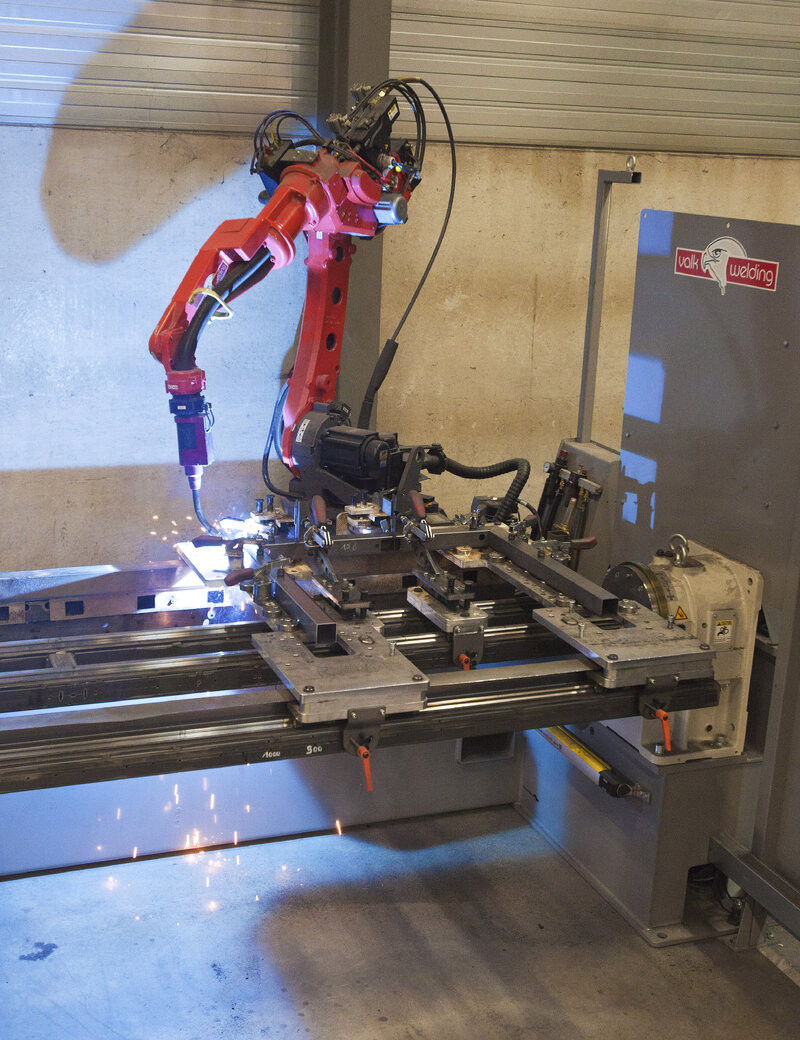
For this purpose the company recently commissioned 2 new welding robot cells, with the programs for the welding robot being generated on the basis of CAD data. The next step is to servo-mechanically automate the configuration of the welding jigs. Jef Van Gael, Manager, CPIM Production, Investments, Product and process development: "Price and delivery are important aspects when it comes to maintaining a competitive edge in this market.”
Robberechts recently delivered an order for 1,200 cabinets, desks and drawer units within 4 weeks, some of which customised. "That mustn't happen too often, but it does show what our company can do", says Jef van Gael. With office furnishing as our core business, the manufacturer produces some 20,000 office furniture units under private label for the professional office trade in France and the Benelux. The legs for these units are made in 250 variants, and the frames also vary in width and height. Each variant requires a separate welding program and a separate welding jig configuration. Jef Van Gael: "Until recently we did this manually using the teach pendant. It might be possible to quickly call up recurring programs in this, but you can only programme a new product when the welding robot is not in production. Panasonic DTPS software makes it possible to do this completely outside of the robot."