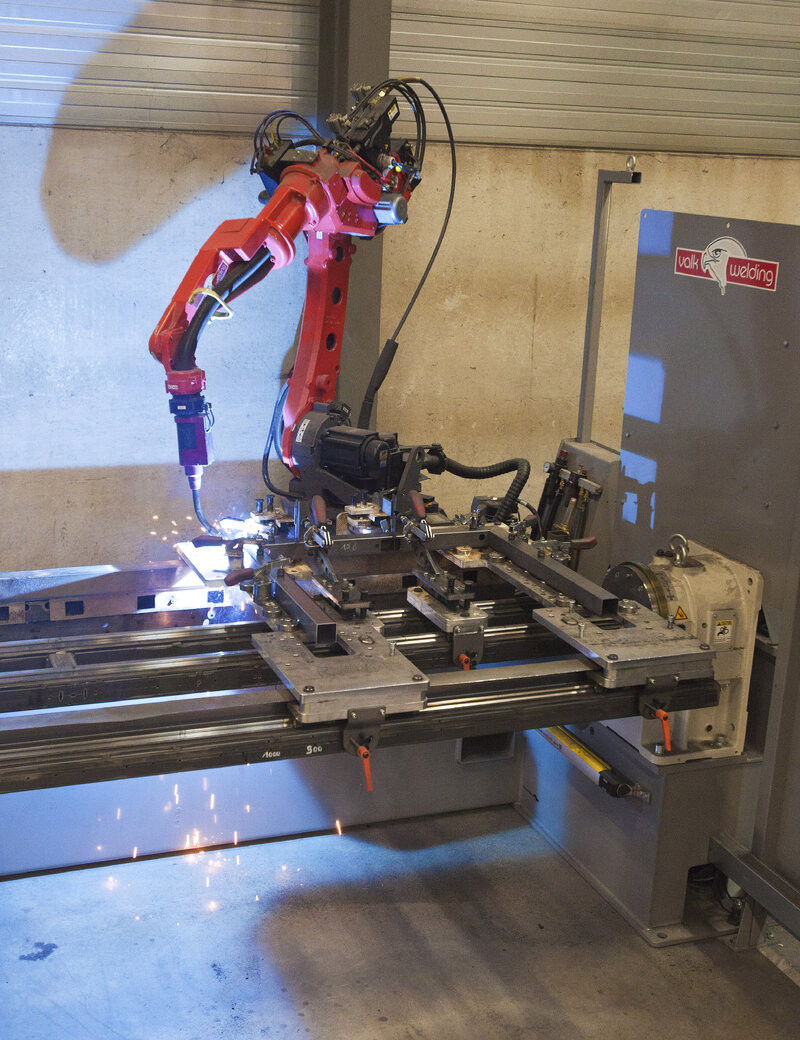
Kort geleden heeft het bedrijf daarom 2 nieuwe lasrobotcellen in gebruik genomen, waarbij de programma’s voor de lasrobot vanuit de CAD-data worden gegenereerd. Volgende stap is ook de instelling van de lasmallen Zervomechanisch te automatiseren. Jef Van Gael, Manager, CPIM Production, Investments, Product and process development: “Prijs en levertijd zijn belangrijke items om in deze markt concurrerend te blijven.”
Onlangs leverde Robberechts een order van 1.200 kasten, bureau’s en ladeblokken binnen 4 weken, waarvan een deel maatwerk. “Dat moet ook weer niet teveel voorkomen, maar het is wel representatief voor ons bedrijf”, zegt Jef Van Gael. Met werkplekinrichting als corebusiness, produceert de fabrikant ondermeer zo’n 20.000 bureaumeubels onder private label voor de kantoorvakhandel in Frankrijk en de Benelux. De poten daarvoor worden in 250 varianten gemaakt en daarnaast variëren de frames ook nog in breedte en hoogte. Voor iedere variant betekent dat een apart lasprogramma en aparte instelling van de lasmallen. Jef Van Gael: “Tot voor kort deden we dat handmatig met de teach-pendant. Terugkerende programma’s kan je daarin weliswaar snel oproepen, maar een nieuw product kan je alleen programmeren wanneer de lasobot niet in productie staat. Met Panasonic DTPS software kan dat volledig buiten de robot om.”