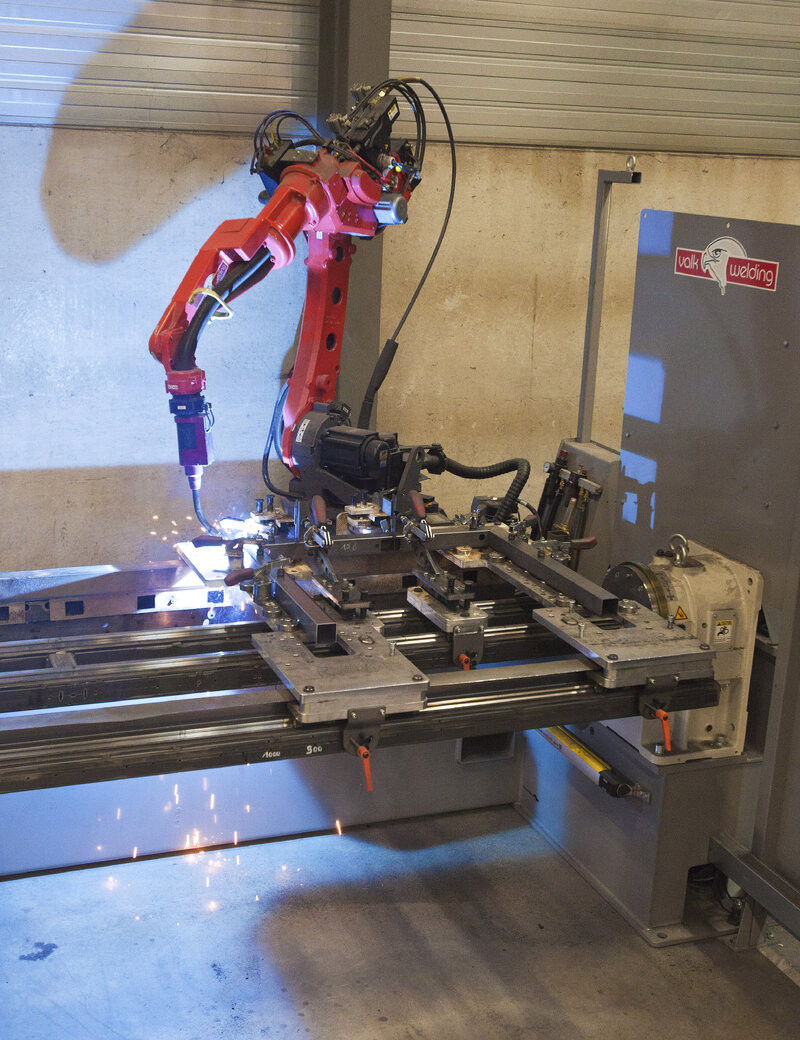
Tätä varten yritys otti hiljattain käyttöön kaksi uutta hitsausrobottisolua, joissa hitsausohjelmat tuotetaan CAD-datan pohjalta. Seuraava askel on hitsauskiinnittimien konfiguroinnin servomekaaninen automatisointi.
Jef Van Gael, tuotannon, investointien, tuote- ja prosessikehityksen johtaja (CPIM): "Hinta ja toimitusaika ovat keskeisiä tekijöitä kilpailukyvyn säilyttämisessä tällä markkinalla."
Robberechts toimitti hiljattain tilauksen, joka sisälsi 1 200 kaappia, työpöytää ja laatikostoa neljän viikon kuluessa, joista osa oli räätälöityjä.
"Tällaista ei saisi tapahtua liian usein, mutta se osoittaa, mihin yrityksemme pystyy," sanoo Jef Van Gael.
Toimistokalusteet ovat yrityksen ydinliiketoimintaa, ja valmistaja tuottaa noin 20 000 yksikköä yksityismerkillä ammattikäyttöön Ranskassa ja Benelux-maissa. Näiden yksiköiden jalat valmistetaan 250 eri varianttina, ja rungot vaihtelevat sekä leveydeltään että korkeudeltaan. Jokainen variantti vaatii oman hitsausohjelman ja hitsauskiinnittimen konfiguraation.
Jef Van Gael: "Aiemmin teimme tämän manuaalisesti opetuslaitteen (teach pendant) avulla. Toistuvia ohjelmia voi toki hakea nopeasti, mutta uuden tuotteen ohjelmointi onnistuu vain silloin, kun hitsausrobotti ei ole tuotannossa. Panasonicin DTPS-ohjelmisto mahdollistaa tämän täysin robotin ulkopuolella."