STABILNE ZAJARZANIE
Funkcja Stitch Pulse była w strefie zaintereso-wania od wielu lat i ostatnio została dołączona jako standard do oprogramowania sterownika Panasonic. W tym przypadku źródło ener-
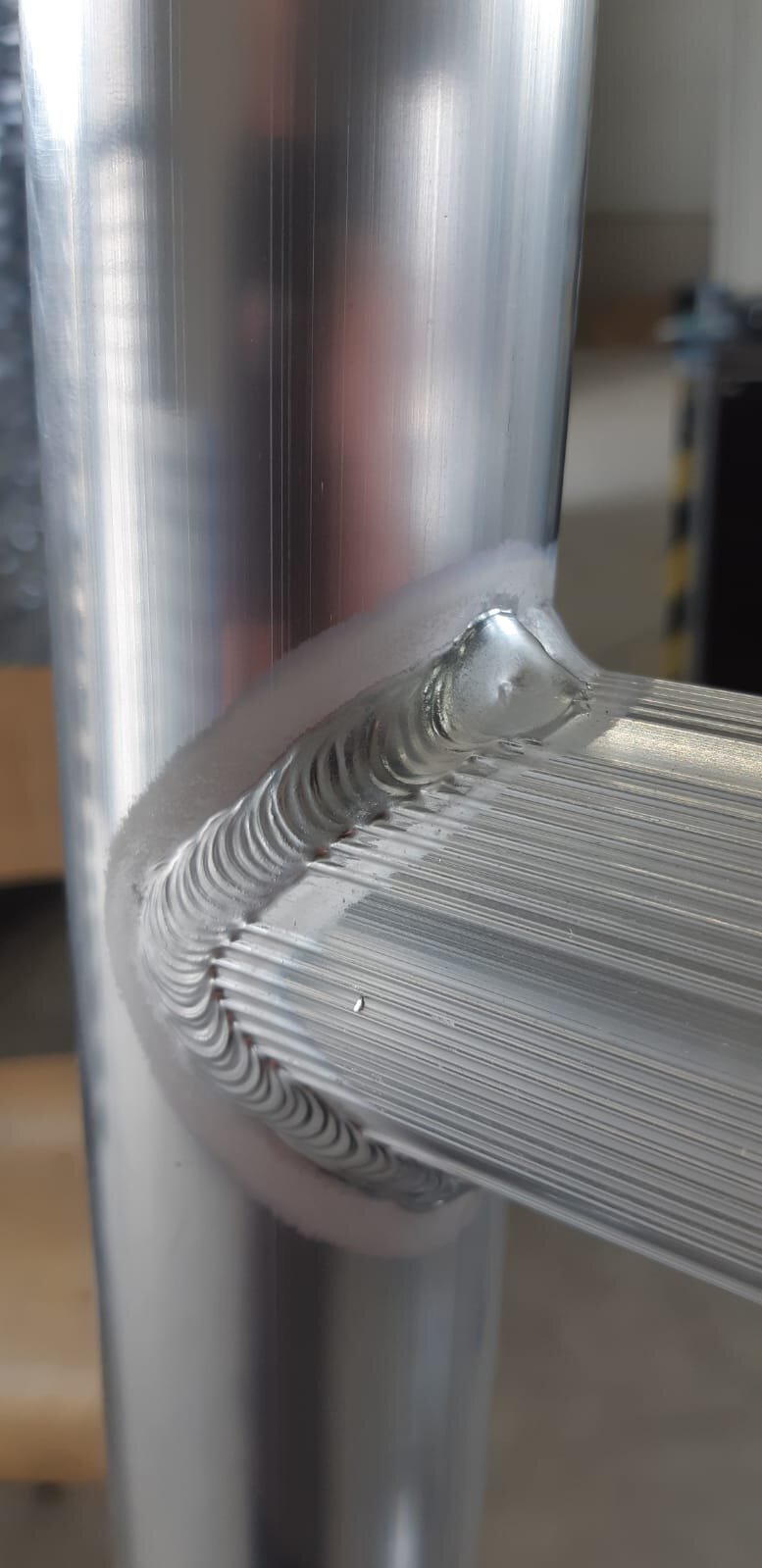
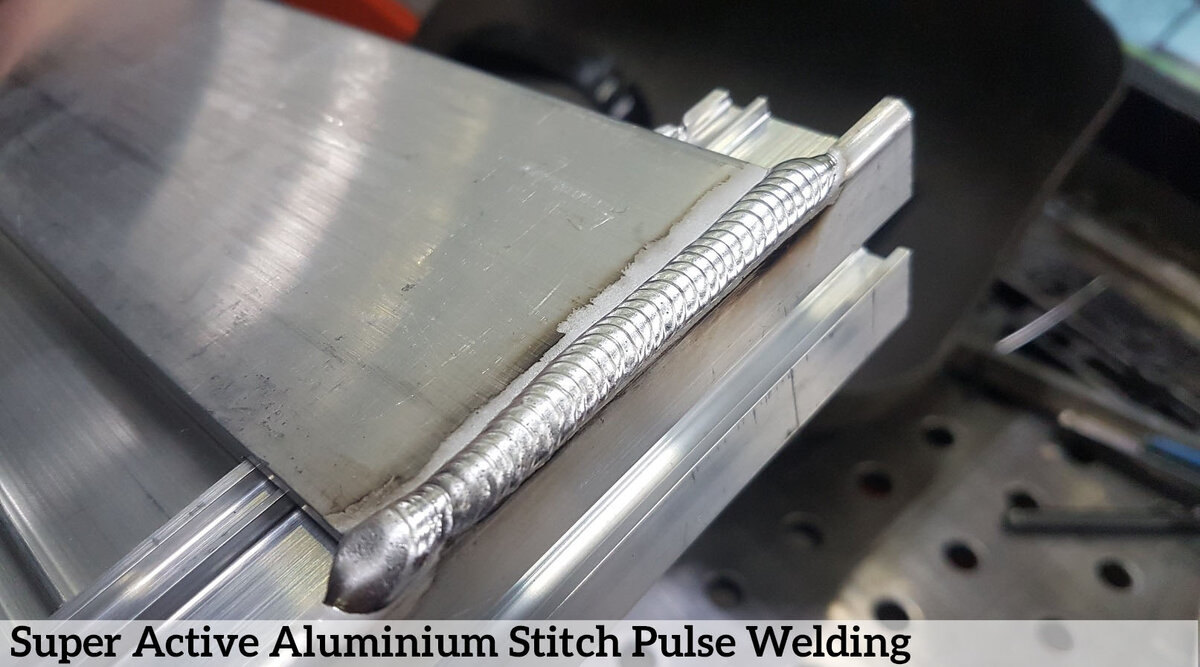
gii jest „załączane i wyłączane”. Jeśli chodzi o spawanie aluminium to Panasonic czyni kolejny krok w aplikacji Stitch Pulse, poprzez wprowadzenie do procesu funkcji Super Active Wire. Funkcja ta zapewnia stabilne zajarzanie poprzez szybką zmianę kierunku podawania drutu przód/tył podając i wycofując drut z cie-kłego jeziorka spawalniczego. Dzięki zajarzaniu za pomocą Super Active Wire i przełączaniu na normalny puls w czasie trwania cyklu, z jednej strony osiągana jest wystarczająca energia do spowodowania przetopienia, a z drugiej strony zajarzanie łuku następuje bez rozprysku.
Panasonic zapewnia stabilne zajarzanie za pomocą funkcji Super Active i przełączenie na normalny puls jak tylko łuk się ustali, po czym materiał ma czas na ostygnięcie. W rezultacie jeziorko spawalnicze rozpływa się dobrze, co nie jest możliwe w przypadku standardowego spawania. Ponadto, to opracowanie jest do-stępne wyłącznie dzięki unikatowej platformie Tawers oferowanej przez firmę Panasonic, w której tylko jeden procesor centralny steru-je zarówno robotem, serwomechanicznym podajnikiem drutu oraz spawalniczym źródłem prądu 100 kHz.