Stadig start
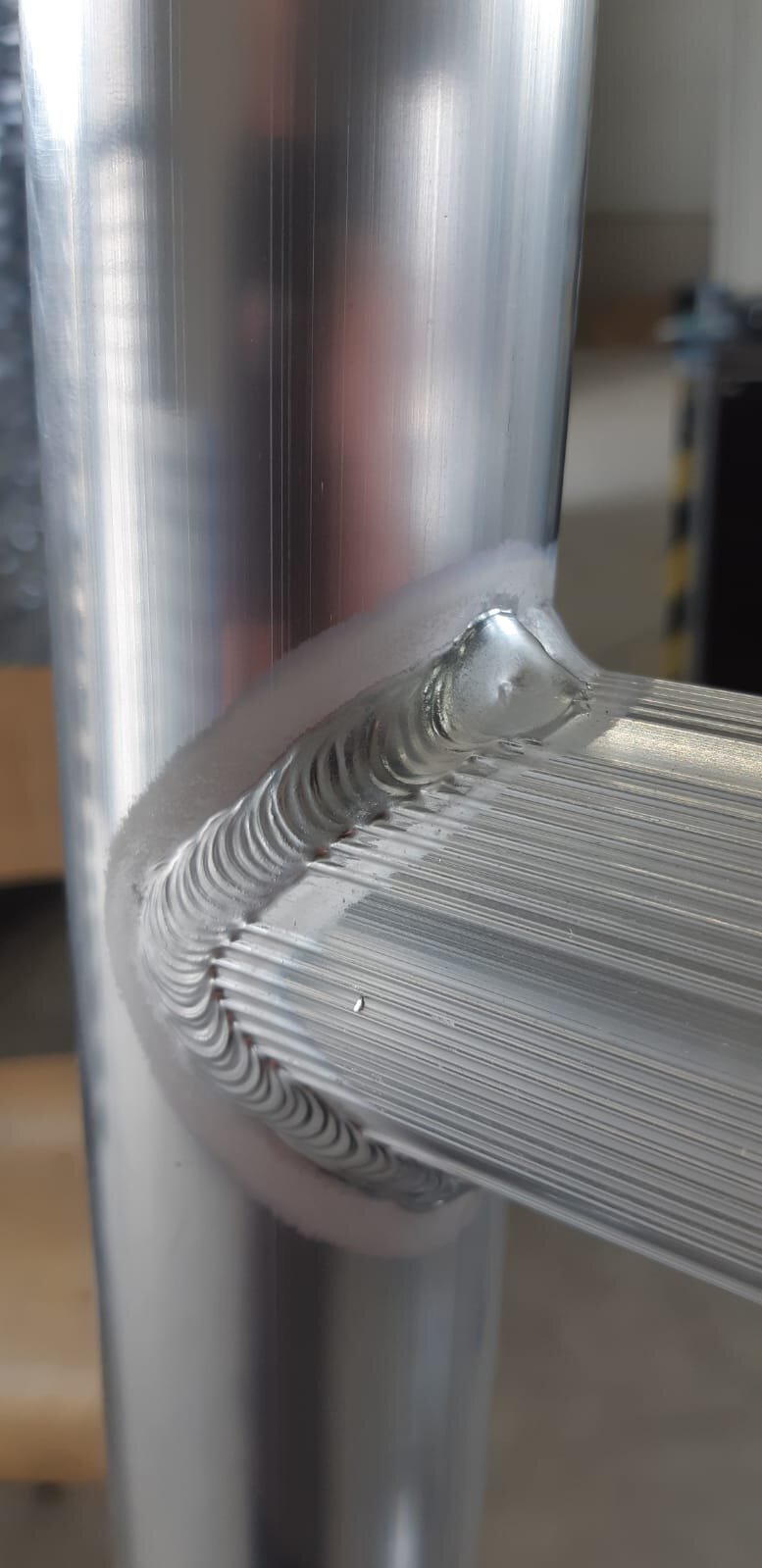
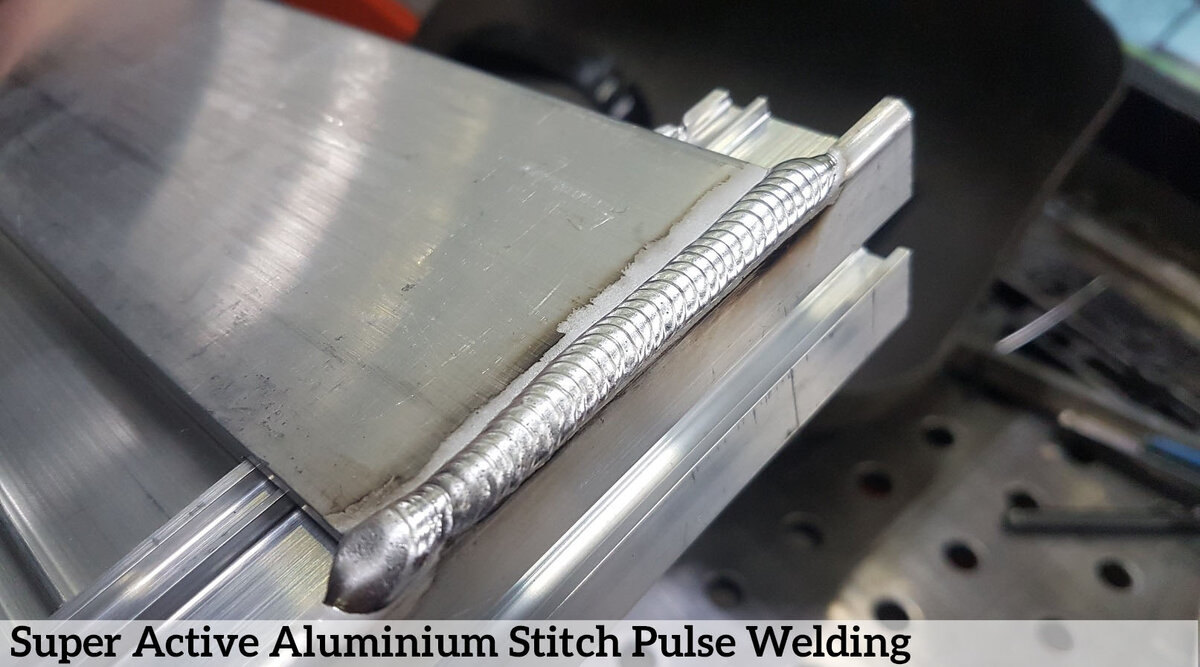
Stygnpuls-funktionen har funnits i ett antal år och ingår som standard i Panasonic-program-met. I detta fall är strömkällan "på och av". Vid aluminiumsvetsning har Panasonic tagit ytterligare ett steg framåt i appliceringen av Stitch Pulse genom att integrera Super Active Wire i processen. Super Active Wire säkerstäl-ler en stabil start genom att dra ut svetstråden från det smältan mycket ofta. Genom att börja med Super Active Wire och byta till en normal puls under själva pulsen finns det å ena sidan tillräckligt med energi för att åstadkomma fusionen och å andra sidan tid att svalna. Panasonic ger en stadig start med Super Active och byter till en normal puls så snart bågen är etablerad, varefter materialet ges tid att svalna. Resultatet är att svetssmältan flödar fint, vilket inte är möjligt med vanlig prop-svetsning. Dessutom är denna utveckling endast möjlig på grund av den unika Tawers-plattformen som tillhandahålls av Panasonic, där en CPU styr både robot, servokontrollerad trådmatning och 100 kHz-omvandlare.