Detta gör att våra svetsrobotsystem kan byta svetsbrännare (svanhals), svetsbrännarform, volframelektrod, svetstråd och svetstrådtyp samt diameter utan att operatören behöver agera. Det gör det möjligt att skifta mellan MIG- och TIG-svetsning vid behov och från solid tråd till rörtråd. Den enda begränsningen är att det automatiska trådbytet måste ske inom samma diameter. Men det är möjligt att byta till en annan diameter i kombination med ett automatiskt byte av svetsbrännare.
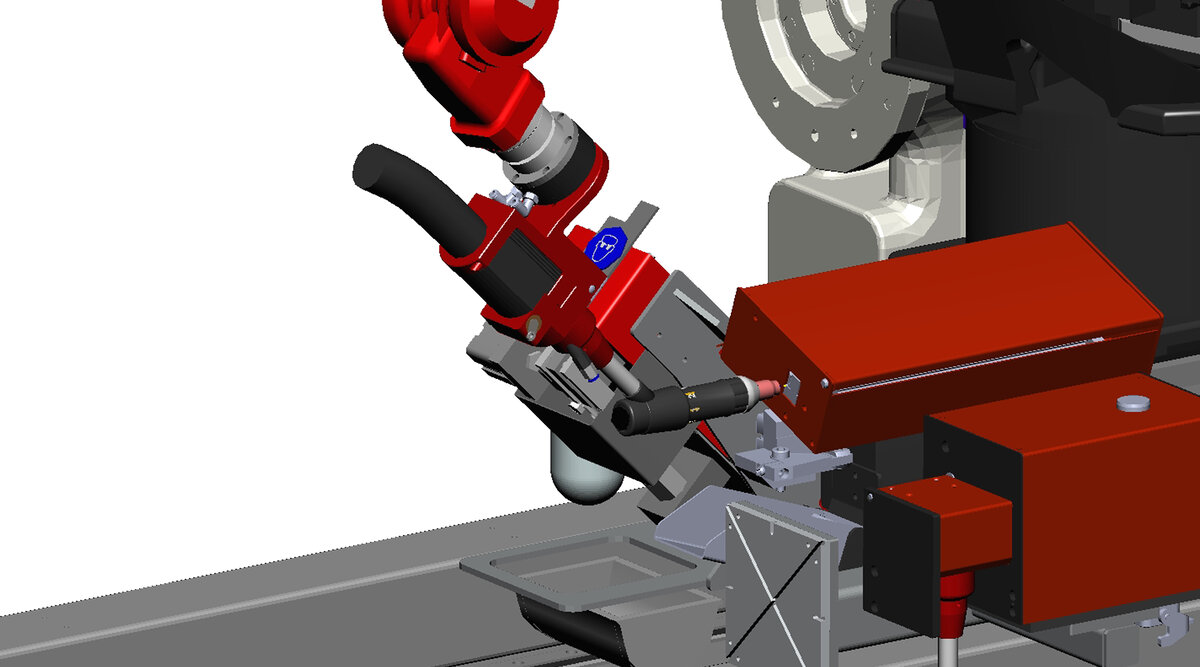
Tungsten Electrode Exchange System
Tungsten Electrode Exchange System (system för byte av volframelektrod, förkortat TEES) är viktig när roboten används för TIG-svetsning. För att förebygga risker med hänsyn till TIG-svetsprocessens kvalitet, vilket redan är en kritisk aspekt, och för att skapa svetsfogar av hög kvalitet, är det nödvändigt att volframelektroden byts ut i förebyggande syfte. Och tills idag var det nödvändigt att byta ut volframelektroderna manuellt när de blivit utslitna. Sander Verhoef vid Valk Welding som utvecklat systemet, förklarar: ”Systemen för automatiskt byte av svetsbrännare, tråd och volframelektrod utvecklades egentligen för att skapa en arbetsprocess med lägre bemanning, och de underlättar verkligen operatörens arbete. Genom att göra det automatiska bytet till en del av programmeringen minskar risken för att operatören glömmer byta ut volframelektroden, vilket kan påverka svetsfogarnas kvalitet negativt.”
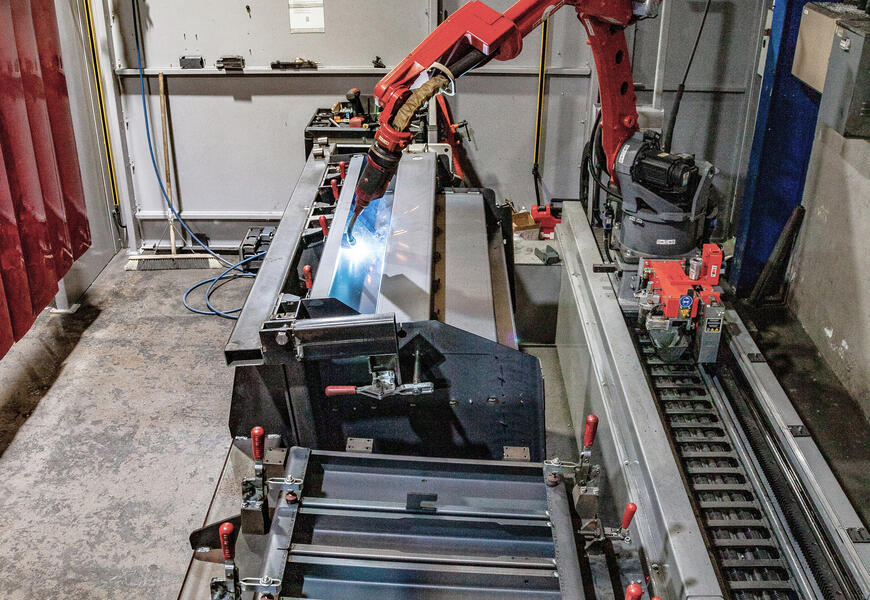
Torch Exchange System (TES) används nu också av kunder med cykeltider längre än 4 timmar, för att förhindra att de svetsar med en utsliten ledare. För att säkerställa detta, byts hela svetshalsen ut med en ”fräsch” trådspets. .