Production at Renson, originally specialised in the processing of aluminium profiles, was, as far as roof slats were concerned, divided into cutting the profiles to length, brushing them, and attaching drainage profiles to the ends of the roof profiles using spot welding. Until previously, these were three separate manual processes, which Renson Outdoor wanted to integrate into one automated line. The idea behind this was to greatly reduce branch time, increase output, and improve quality.
Switch to arc welding
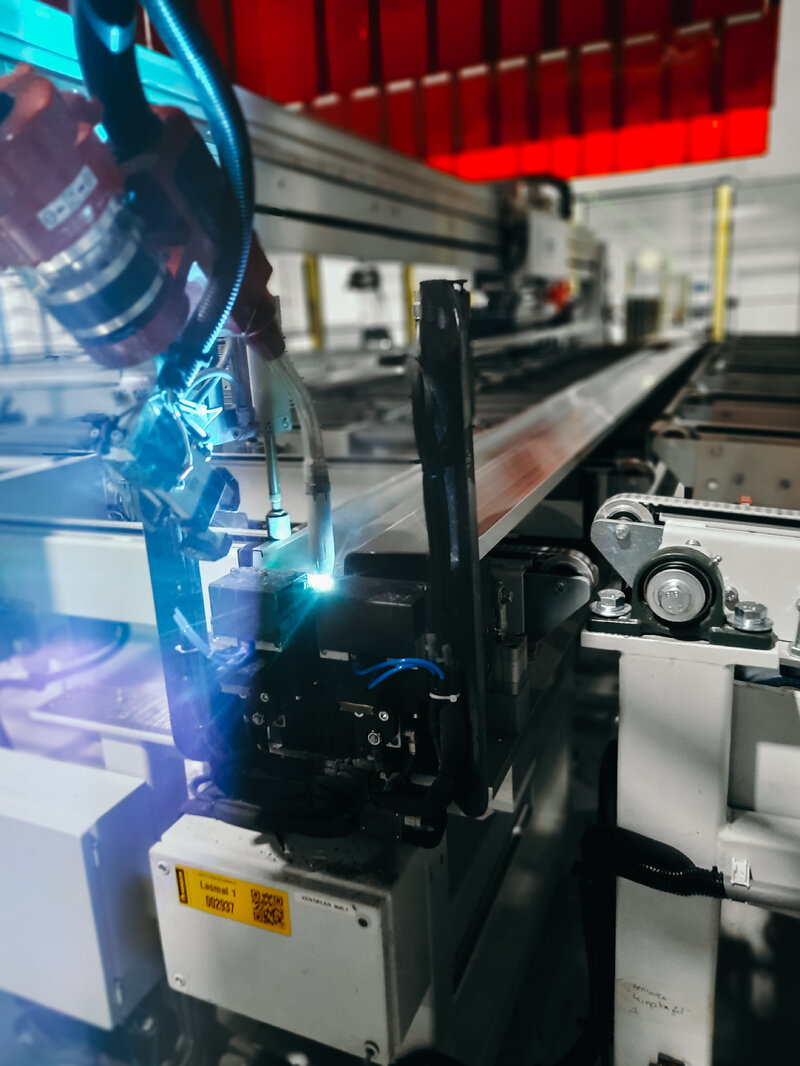
That was also the starting point for the switch to arc welding. "A new technology within our company, but with more possibilities in terms of range and a more beautiful, consistent and qualitative welding result. Valk Welding first conducted extensive welding tests for this, among other things to assess the feasibility of the project," explains Jeroen Caen. This led to the delivery of a first welding robot installation in 2018, with a Panasonic welding robot on a track welding the drainage profiles to the roof lamellae. Valk Welding also realised the handling of the drainage profiles and supply of the profiles for the roof lamellae.