In the agricultural sector, Burel Group, with 300 employees and total sales of over 65 million euros, was founded in 1936. With three sites in France and one in Italy, this family-owned company specialises in the design, manufacture and sale of tractor-mounted machinery for tillage, seeding and fertilising. The workshops supply 4,000 speeders, fertiliser spreaders, harrows, discs and tines to the whole world every year, as over 60% of the machines are exported.
In Chateaubourg (35), the Burel Group has a 20,000 m² factory inaugurated in 2011 for the production of its machines.
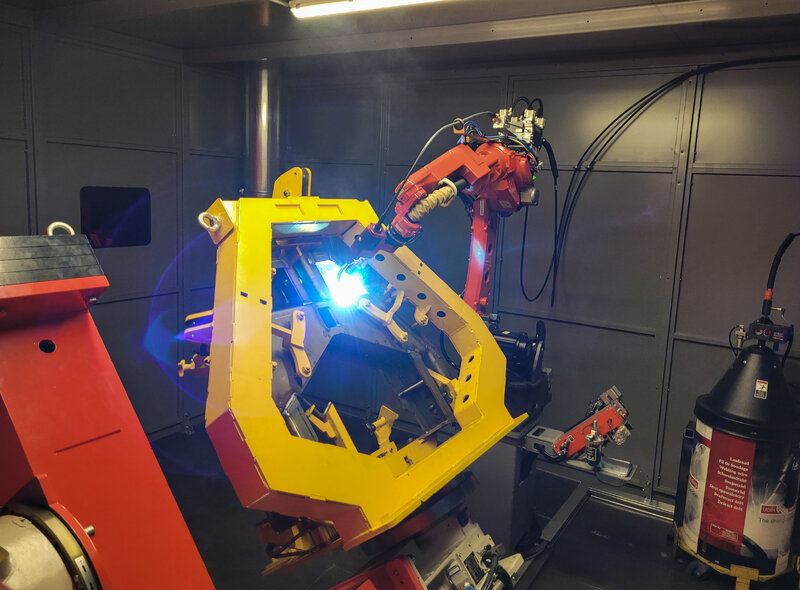
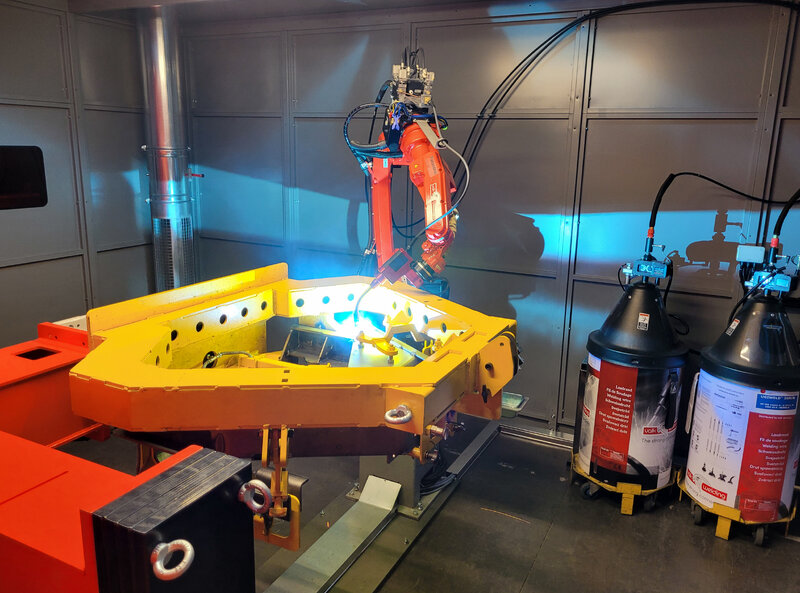
The plant operates in 2x8 hour shifts with the possibility of working in 3x8 hour shifts for assembly, on certain presses and welding robots.