In de productievestiging van Marel Stork in Dongen worden de kleinere onderdelen (tot 500 x 500 mm) voor de kippenslachtmachines van Marel Stork Poultry Processing gemaakt en wordt een aantal componenten sinds kort ook geassembleerd tot subassemblages. Ontwikkeling en afbouw vinden volledig plaats op de hoofdvestiging in Boxmeer. Industrial Engineer André Kouwenberg: “In Dongen zit van oudsher (Stork PMT) veel technische kennis, die voor ons zeer waardevol is.” Die technische kennis is terug te vinden in de drive om steeds als eerste nieuwe productie technologie te adapteren. Marel Stork Poultry Processing stapte al in een vroeg stadium in lasrobotsering en behoorde in 1996 tot de eerste gebruikers van Panasonics offline programmeersysteem DTPS. Ook een lasrobot met Arc-Eye lasersensor werd als eerste door Valk Welding daar verkocht.
Continue workflow in nieuw productieconcept
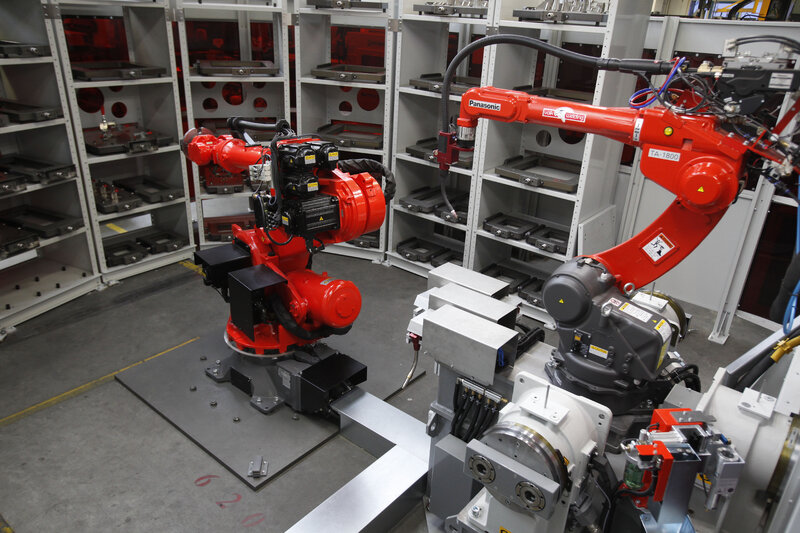
Marel Stork Poultry Processing, die de kippenslachtmachines op order bouwt, wil met de nieuwe cel een continue workflow in de productie mogelijk maken. André Kouwenberg: “Dat betekent dat we zo min mogelijk producten in batches produceren, maar het hele traject van lasersnijden, lassen en frezen in één flow willen produceren. Wanneer we bijvoorbeeld 20 onderdelen nodig hebben gaan we niet wachten tot deze alle 20 klaar zijn, maar gaat ieder gereed product direct door naar de freesafdeling. In feite werken we dan volgens het principe van Quick Response Manufacturing, waarvoor we ook een kijkje in de keuken van autofabrikanten hebben genomen. Ieder onderdeel moet direct worden verwerkt, zonder dode tijd te creëren en de levertijden zo kort mogelijk te kunnen houden.”