Power-Packer, part of CentroMotion, is the market leader in the field of motion control systems, including (electro-) hydraulic actuation systems for applications in automotive, commercial vehicles, medical and off-road industries.

The fact that Valk Welding can also successfully realize projects in a high-volume / low-mix situation is proven by the recently delivered production cells for Power-Packer. Per cell 600 hydraulic actuation systems (cylinders) are now completely welded, brushed, and assembled in a production flow every day. There has been an enormous improvement in efficiency, the lead time has been reduced from 2 weeks to 1 day and intermediate stocks have been eliminated. The use of a handling robot, double positioners in a ferris wheel concept and custom-built software play the main roles in this.
Power-Packer, part of CentroMotion, is the market leader in the field of motion control systems, including (electro-) hydraulic actuation systems for applications in automotive, commercial vehicles, medical and off-road industries.
In simple terms, such a cylinder consists of a base tube, a pipe (pull-tube) for the hydraulic oil and a plunger (Plunger-Rod End) which makes the movement in the tube. First, a coupler (base) is welded to the tube, and then the weld is brushed to remove possible residue from the weld so that the coating can adhere optimally.
The pipe (pull-tube) must then be welded 100% leak-tight to the coupling piece of the base pipe. As is customary in the automotive sector, this process is subject to very high requirements, which once validated cannot be easily changed. Two 28-year-old custom-built welding cells, with old-generation Panasonic welding robots, were finally in need of replacement, In addition, Power Packer also wanted to increase the efficiency. “No more intermediate stocks, shorter lead times, product traceability, a leak-free pull-tube attachment, and guaranteed uptime,” lists manufacturing engineer Peter Meijering.

“By integrating all production steps, we have now created a one-piece-flow solution, in which the product is ready for packaging directly to the customer without intermediate storage”
For 1.5 years, the engineers of Valk Welding worked with a specially selected team on the development and elaboration of a solution, in which all process steps could be integrated into one production cell. Sales Engineer Alex Hol from Valk Welding: “For us, the challenge was to integrate welding and brushing in one cell, based on one robot orientation per product and one program for both cells. By means of online meetings, we jointly arrived at a final design in which each step was accurately simulated in Panasonic’s off-line programming package, DTPS. Ultimately, we succeeded in being able to operate within 1 second of the target cycle time.”
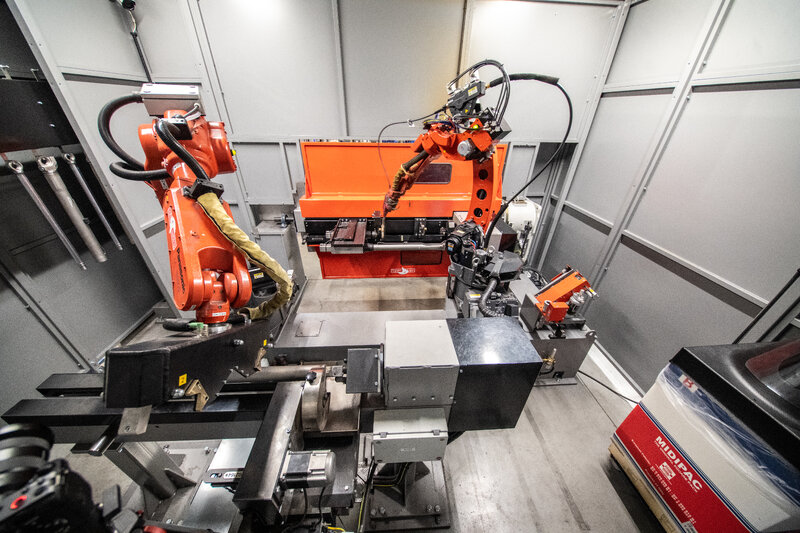
Valk Welding developed a solution based on a ferris wheel concept and 2 additional positioners. The double design allows 1 complete product to be made per cycle. Positioning of the parts is done at the front while welding and brushing is done at the back. For the brushing operation, a Panasonic LA1800 handling robot with 26 kg payload is used, which picks up the welded base tube with a gripper and and moves it along a brush unit. Alex Hol: “This enabled us to produce the base-tube and the plunger simultaneously, so that, for the sake of traceability, you always keep one complete set together.

Base tube and plunger are both hung on a conveyor that is long enough so that the products can cool down to be picked up directly at the end of the conveyor for assembly, filling, and testing. “By integrating all production steps, we have now created a one-piece-flow solution, in which the product is ready for packaging directly to the customer without intermediate storage,” says Peter Meijering.
We like to think along with you in finding solutions for your (welding) automation, welding wires and welding accessories. We are looking for the connection and prefer to be a partner rather than a supplier.

