LAG builds about 300 tanks a year in a large number of variations over this production line. Previously, these were manually welded at various stations. The move to line production, where the tanks are fed on a rail in a fixed cycle time past each station for a specific operation, meant a change in the design and the preliminary process for LAG. Each operation must be equivalent for each type at all times, was LAG’s goal.
What did that mean for welding?
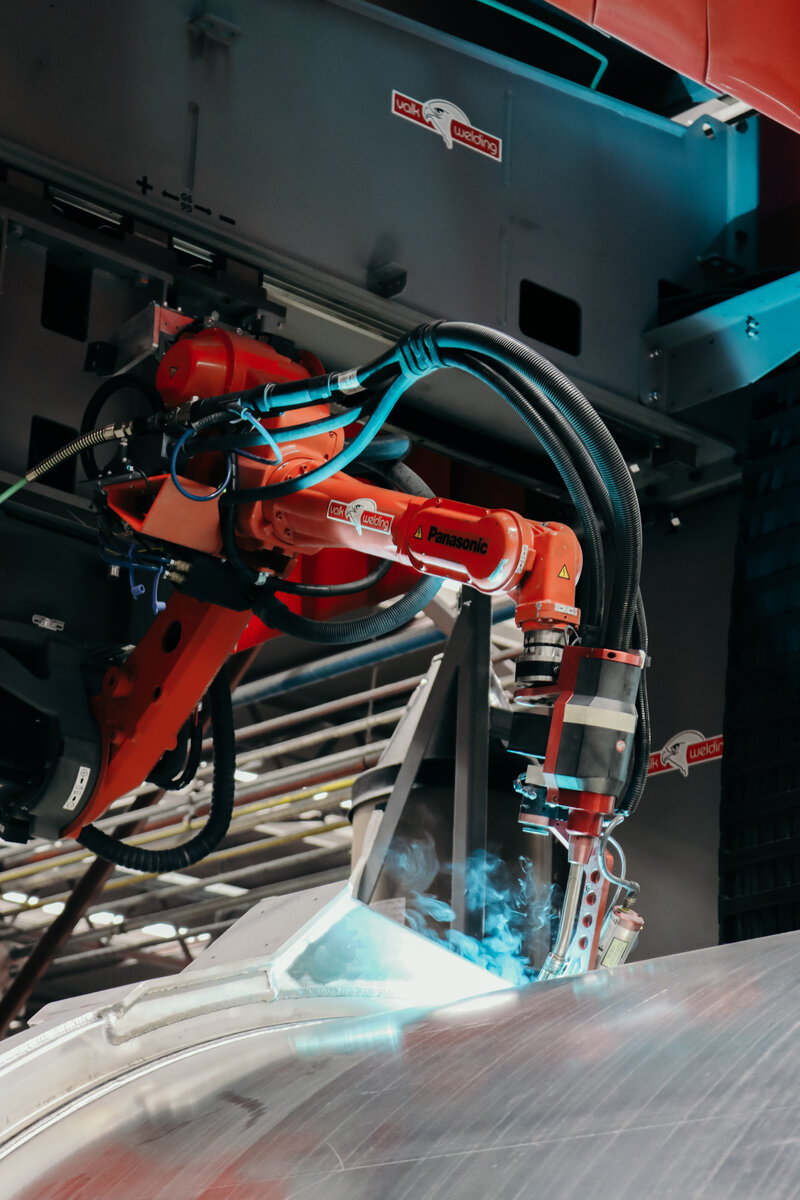
More welding jigs were needed in order to use a welding robot to weld the front, back, cylindrical tube, reinforcing ribs and manholes of the tanks. Gareth Bonnell: “In addition, a welding robot doesn’t consider large gaps in the weld, therefore you have to be more aware of tolerances. That meant we had to adapt the preliminary process to make sure the gaps were within the tolerances.” Adaptive welding has since been developed and marketed by Valk Welding in the form of “Arc Eye Adaptive Welding”.
High reliability
LAG asked several robot integrators to be able to provide a large installation in which the aluminium tanks could be robotically welded with high reliability. “After all, stoppage of welding production means that the entire line would then come to a standstill”, Gareth Bonnell emphasises. “Valk Welding, with their knowledge and experience in the field of welding robot technology was able to fill in the complete picture, both hardware-wise and software-wise. In doing so, their methodology of offline programming allows line production to not have to be interrupted for programming.”